拒絕(jué)假五軸,用上真(zhen)五軸。
來源:本站 次數:
在生産(chǎn)中,最常見的通(tong)常是三軸加工(gong)設備,其特點⭐是(shi)在加工過程中(zhong)刀軸方向始終(zhōng)保持不變,機床(chuáng)隻能通過X、Y、Z三個(gè)線性軸的插補(bǔ)來實現刀具在(zai)空間直角坐标(biāo)系的運動。更加(jia)高端的五軸與(yǔ)♍傳統的三軸設(shè)備比較,有以下(xià)優點所在:
1. 保持(chi)刀具最佳切削(xuē)狀态,改善切削(xue)條件
2. 有效避免(miǎn)刀具幹涉
3. 減少(shao)裝夾次數,一次(cì)裝夾完成五面(miàn)加工
4. 提高加工(gong)質量和效率
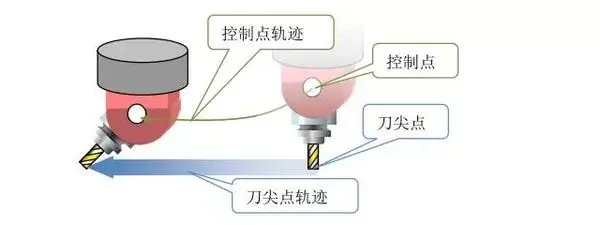
現(xiàn)在國内很多五(wu)軸數控機床和(hé)系統都屬于假(jiǎ)五軸,即不帶RTCP功(gong)能的機床。真假(jia)五軸,并不是看(kan)五個軸是否聯(lian)動❄️,本質🐅區别主(zhǔ)要在于有沒有(you)真五軸RTCP算法。假(jia)五軸編程需要(yào)考慮主軸的擺(bǎi)長及旋轉工作(zuò)台 的位置。這就(jiù)意味着用假五(wu)軸系統編程 和(hé)機床編程時,必(bì)須依靠CAM編程和(hé)後處理技術,事(shì)先規劃好刀路(lù)。

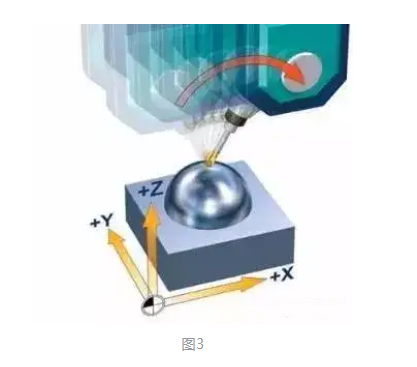
如圖3,RTCP功(gong)能開的情況下(xià),控制系統隻改(gǎi)變刀具方向,刀(dāo)尖位置仍保持(chi)不變。X,Y,Z軸 上必要(yào)的補償運動已(yi)被自動計算進(jin)去。
假五軸機床(chuáng)在裝夾工件時(shi)需要保證工件(jiàn)在其工作台回(hui)轉中💰心位置,對(dui)操作者來說,這(zhe)意味着需要💋大(da)量的裝夾找正(zhèng)時間,且精度得(dé)不到保證。真五(wu)軸隻需要設置(zhi)一個坐标系,一(yī)次對刀就可以(yǐ)完成加工。
關注我們

掃一(yi)掃,加微信好友(you)咨詢